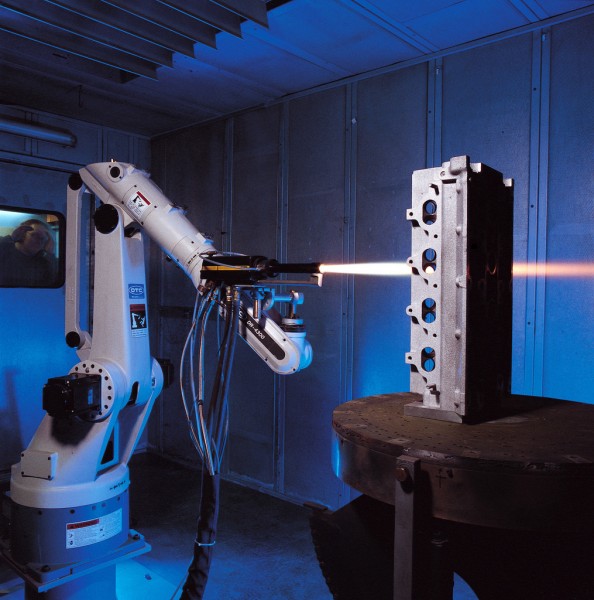
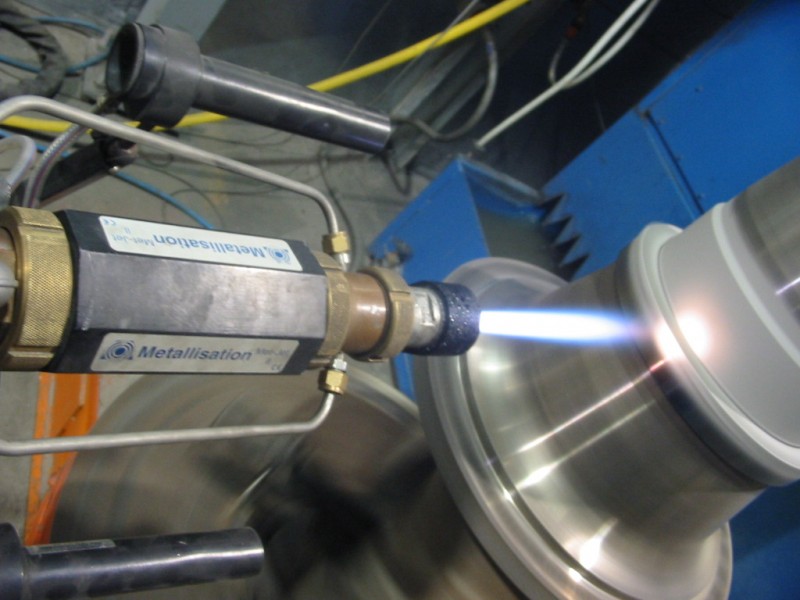
Thermal Spray technology is frequently used in engineering applications to increase wear resistance in the life of components and also to repair crucial parts that have worn or have been damaged. The benefits of thermal spray coatings for metal repair and reclamation are many and varied. The major driving factor is one of cost. With many individual parts costing thousands of dollars, the ability to repair areas offers a major cost saving and less downtime. Also, coatings of materials that have different properties than the base material can be applied to provide localised increases in wear protection.
Metal Repair - Reclamation - Restoration.